Comment souder bout à bout des tuyaux en PE de grand diamètre ?
- Partager
- Heure de diffusion
- 2022/3/12
Résumé
Cet article présentera les méthodes et précautions spécifiques pour le soudage bout à bout de tuyaux PE de grand diamètre pour votre référence.

Les canalisations en PE se caractérisent par leur facilité de construction, leur rapidité, leur résistance à la corrosion, leur absence de pollution et leur longue durée de vie. Il existe deux principales méthodes de raccordement des canalisations en PE : le raccordement par thermofusion et le raccordement par électrofusion.
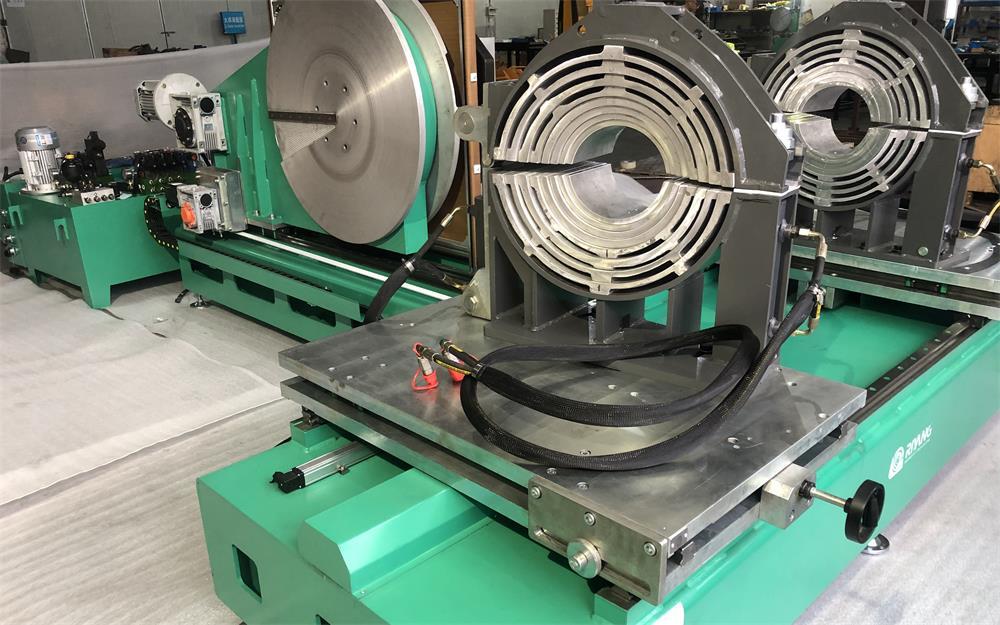
Actuellement, les canalisations principales utilisent principalement des connexions thermofusibles. Le principe de ces connexions consiste à souder les surfaces de contact de deux tubes PE à un outil chauffant pour les aplatir jusqu'à fusion. Après retrait de l'outil chauffant, les deux surfaces d'extrémité fondues se rapprochent et sont maintenues sous pression. L'assemblage est ensuite refroidi pour former un tout. Voici les étapes à suivre pour utiliser une machine de fusion bout à bout pour raccorder des tubes PE de grand diamètre.
1. Préparation du matériel
(1) Allumez l'alimentation de chaque partie de la machine à souder. Un courant alternatif de 220 V, 50 Hz doit être utilisé, la variation de tension est de ± 10 %, l'alimentation doit avoir un fil de terre ; en même temps, la surface de la plaque chauffante doit être propre et exempte de rayures.
(2) Raccorder la station de pompage et le châssis à l'aide de câbles hydrauliques. Avant le raccordement, vérifier et nettoyer le joint afin d'éviter toute pénétration de saleté dans le système hydraulique et tout endommagement des composants hydrauliques. Une fois le câble hydraulique raccordé, verrouiller le joint afin d'éviter tout risque d'ouverture lors d'un travail à haute pression. Saisir les données de soudage en fonction du mode de travail sélectionné : diamètre ; épaisseur de paroi ou valeur SDR ; réglage de la température de la plaque chauffante ; code du soudeur.
2. Serrage
Placez le tuyau ou les raccords de tuyau en PE dans une position plate et placez-les sur la machine à souder, en laissant une marge de coupe suffisante de 10 à 20 mm ; en fonction des tuyaux et raccords en PE à souder, sélectionnez les fixations de glissement appropriées, serrez les tuyaux et préparez-vous à la coupe.
3. Découpe
Coupez les impuretés et les couches d'oxyde sur les sections de tuyaux soudées et les faces d'extrémité des raccords de tuyauterie pour garantir que les deux extrémités du joint bout à bout sont lisses, propres et exemptes d'impuretés.
(1) Ouvrez le châssis, insérez la fraise, tournez le bouton de verrouillage et fixez la fraise sur le châssis. Lors du démarrage de la station de pompage, la poignée de commande de direction doit être en position neutre ; il est strictement interdit de démarrer sous haute pression.
(2) Démarrez la fraise, fermez le dispositif et coupez l'extrémité du raccord de tuyau.
(3) Lorsqu'une coupe continue est formée, réduisez la pression, ouvrez le dispositif de fixation et fermez la fraise. Cette opération doit être effectuée dans l'ordre suivant : réduction de la pression, ouverture du dispositif de fixation, puis fermeture de la fraise.
(4) Retirez la fraise, fermez le dispositif et vérifiez l'écartement entre les deux extrémités du tube PE (l'écartement ne doit pas dépasser 0,3 mm). Lors du retrait de la fraise du cadre, évitez toute collision avec l'extrémité et, le cas échéant, le re-fraisage ; évitez de toucher l'extrémité fraisée avec les mains et de la contaminer avec de l'huile.
4. Centrage
Vérifiez la concentricité du tube PE (le désalignement maximal est de 10 % de l'épaisseur de la paroi du tube). Si l'écart entre les deux extrémités et le désalignement ne répondent pas aux exigences, la soudure doit être resserrée et fraisée, et l'étape suivante ne peut être réalisée qu'après qualification.
5. Chauffage
(1) Vérifiez si la température de la plaque chauffante est adaptée à 210℃~230℃, et la longueur de fusion des deux extrémités est de préférence de 1~2mm.
(2) Le voyant rouge de la plaque chauffante doit être allumé ou clignotant. Une fois le voyant rouge allumé, la plaque s'allume pour la première fois. Attendez 10 minutes avant de l'utiliser pour uniformiser la température de l'ensemble de la plaque chauffante.
(3) Tester et enregistrer la pression de traînée P0 du système. La pression de traînée de chaque orifice de soudage doit être mesurée ; si elle est trop importante, elle peut être corrigée par l'utilisation de tampons courts.
(4) Placez une plaque chauffante avec une température appropriée sur le support, fermez l'appareil et réglez la pression du système P1. P1 = P0 + pression de couture.
(5) Lorsque le renflement entre les tuyaux PE est uniforme et que la hauteur atteint la valeur requise, réduisez la pression à environ la pression de traînée et appuyez simultanément sur le bouton de la minuterie endothermique pour démarrer l'enregistrement du temps endothermique. P2 = P0 + pression endothermique (la pression endothermique est presque nulle).
6. Commutation
(1) Retirez la plaque chauffante, laissez rapidement les deux extrémités de la colle thermofusible adhérer et mettez sous pression. Pour garantir la qualité du joint bout à bout, plus la période de commutation est courte, mieux c'est.
(2) Une fois le temps d'absorption de chaleur atteint, allumez rapidement la machine et retirez la plaque chauffante. Lors du retrait de la plaque chauffante, évitez toute collision avec la surface de fusion ; si cela se produit, le processus de soudage doit être redémarré une fois la surface de fusion complètement refroidie.
7. Fusion bout à bout
C'est la clé du soudage. Le soudage bout à bout doit toujours être réalisé sous pression de fusion, et la largeur de courbure doit être de 1 à 2 mm.
8. Refroidissement
Maintenez une pression d'amarrage constante et laissez l'interface refroidir lentement. La durée du refroidissement dépend de la rugosité du bouclage manuel ; aucune chaleur n'est ressentie.
Fermez rapidement l'appareil et, dans le délai spécifié, ajustez rapidement la pression sur P3 et appuyez simultanément sur la minuterie pour enregistrer le temps de refroidissement. P3 = P0 + pression de refroidissement Une fois l'appareil fermé, la pression doit être augmentée uniformément, ni trop vite ni trop lentement, et doit être terminée dans le délai spécifié ; afin d'éviter la formation de fausses soudures, de soudures virtuelles, cette pression doit être maintenue jusqu'à ce que la soudure soit complètement refroidie.
9. Amarrage complet
Une fois le temps de refroidissement écoulé, la pression est réduite à zéro, la pince est ouverte, le tube soudé (raccord) est retiré, la soudeuse est retirée et la connexion d'interface suivante est préparée. Avant de décharger le tube, la pression du système doit être réduite à zéro ; si la soudeuse doit être déplacée, le fil hydraulique doit être retiré et le joint doit être protégé contre la poussière à temps.
Si vous souhaitez en savoir plus sur les machines de soudage bout à bout après avoir lu ce qui précède, veuillez vous référer à nos actualités précédentes.
RIYANG est un fabricant de machines de soudage bout à bout fort de nombreuses années d'expérience. Nous accordons une importance primordiale aux besoins de nos clients dans toutes nos activités, afin de leur fournir des solutions efficaces. Pour ce faire, nous disposons d'une équipe de production professionnelle et d'un système de contrôle qualité rigoureux, garantissant la qualité de nos produits sous tous ses aspects. Parallèlement, nous continuons d'adapter et d'améliorer nos technologies de R&D et nos solutions de conception pour répondre aux divers besoins des utilisateurs russes. Pour acheter notre machine de soudage bout à bout par thermofusion, n'hésitez pas à nous contacter !